[ 機械 ]
(2017/6/19 14:00)
-

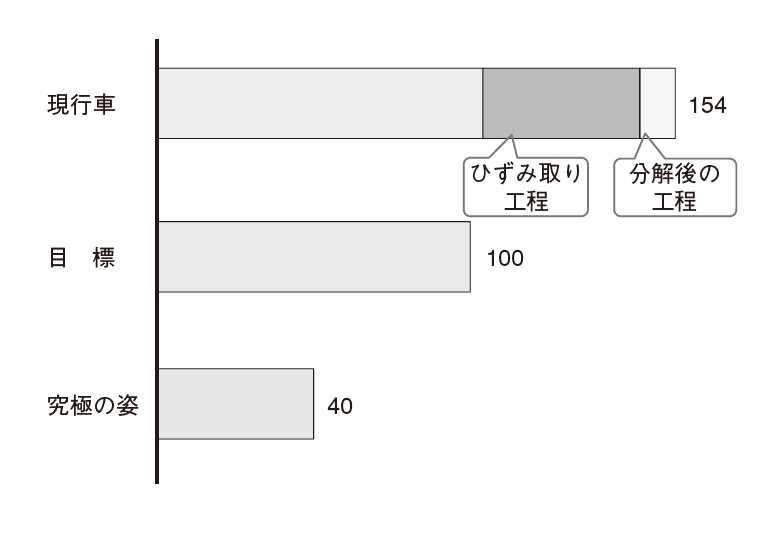
図1 サイドフレームアウター工程数の推移

当社では、顧客に愛され続けるOne&Only のメーカーになるべく、現在「ブランド価値経営」を強力に推進している。その中で生産部門では、モノづくりの考え方として、ビジネス効率を最大化すること=顧客への提供価値を高めつつ、量産準備領域におけるすべてのムダを排除した高効率な生産プロセスを確立することと定義し、その実現を目指している。われわれは「顧客に最新技術を折り込んだクルマを早くお届けする」ことも顧客提供価値の一つと考え、プレス金型製作領域における超短期製作の実現に向けたプロセス/技術開発にこれまで取り組んできた。
プレス金型大物部品の機械加工では、「加工機の最高速度」での加工および下面/上面の「2段取り」で加工完了することを究極の姿と定義し、「加工工程数」、「加工時間」の削減に取り組んできた。本稿では、その中でも加工工程数の削減について取り組んできた事例を紹介する。
【マツダ(株) ツーリング製作部:上村勝利、栢野宏幸、藤川宏明、安楽健次】
加工工程数の現状
従来のサイドフレームアウター大物ホルダの機械加工工程数を集計すると、合計で154工程もあり、究極の姿である40工程とは4倍近くの開きがあった(図1)。この154工程の内訳を層別して見ると、①ひずみ取り工程、②分解・再組付け工程が全体の1/3を占めていることがわかった。①ひずみ取り工程とは、切削熱や切れ刃のフレームハードなどにより発生する金型ひずみを排除する手戻り工程のことを指す。また、②分解・再組付け工程は、工具の干渉などで本体にインサートブロックを組み付けて加工できない場合、一度本体に組み付けたインサートブロックを取り外し、単品で加工を行い、再度本体に組み付ける工程である。上記①、②がロス工程の大半を占めていることから、この2つに対して取組みを行った。
ひずみ取り工程の排除
これまで、過去の経験からひずみの発生が懸念されるホルダには、最初に上下面の荒取りを実施してから仕上げを行う工程設定をしていた(図2)。これは、ひずみ発生の要因として鋳肌除去による内部残留応力の開放と荒取り加工時に発生する切削熱があると考えていたからである。そのため、このひずみ取り工程を排除するには、下記2 つへの対策が必要と考えた。
-

図2 ひずみ取り工程

1.焼なましによる内部残留応力の除去
内部残留応力の除去には、ひずみ取り焼なましが一般的であるが、すべての鋳物部品に適用すると鋳物調達期間やコストの増加となる。そこで、焼なまし適用部品を絞り込むにあたり、応力発生のメカニズムを調査したところ、肉厚の変動による収縮の時間差が主要因であることがわかってきた。大物ホルダを材料と構造から層別すると、ダクタイル鋳鉄は、切れ刃部や成形部など強度や焼入れが必要な部分に使用されており、ホルダの大きさに対し加工面積の割合が大きく、肉厚の変動も大きい。一方、ねずみ鋳鉄は比較的加工面積の割合が小さく、肉厚の変動も小さい。過去の経験からひずみ発生が懸念されるホルダと内部残留応力が発生しやすいホルダの特徴が一致したため、従来ひずみ取り工程を実施してきたダクタイル鋳鉄ホルダに対し焼なましを適用した。
2.加工時に発生する熱の抑制
これまで形状荒取りは、ボールエンド工具で加工していたが、切削時の切込み量が多く、切削抵抗が大きいことから、切削熱が発生しやすく、ひずみの発生に大きく影響を及ぼすと考えた。同時期に加工時間の短縮と無人化運転の拡大を狙いに、高送りラジアス工具の導入を検討していた。この工具は切込み量が少なく、切削抵抗が小さいことから加工時の切削熱発生が抑えられ、ひずみの抑制にも寄与できると考え導入に踏み切った。
以上の2つを実施した結果、ひずみの発生は見られず、ひずみ取り工程を排除することができた。さらに、高送りラジアス工具の導入が、加工する設備への負担減にもつながり、設備の精度維持のために分けていた荒取り加工と仕上げ加工を、同一段取りで加工することが可能となり、さらなる工程数の削減につなげることができた。
(2017/6/19 14:00)






























