[ 機械 ]
(2018/10/15 10:00)
工業製品の小型・高機能化の進展で、使われる素材が多様化し、その構造も複雑化している。こうした状況にあるなかで従来、特殊な分野とされてきた小径・深穴開け加工が、ドリルと汎用性の高い工作機械との組み合わせで行われる例が増えてきた。工作機械や周辺機器の進化も手伝い、高精度部品を高効率に生み出すことが可能になり、これが付加価値アップに大きく貢献している。そこで、今回の特集では、「小径・深穴開け加工の最新技術動向と加工事例」について、三菱日立ツール野洲工場開発技術部技師の吉岡尚吾氏に詳しく解説してもらった。
三菱日立ツール野洲工場 開発技術部技師 吉岡 尚吾
京都議定書やパリ協定といった、地球環境問題に対応するために、製品の軽量化や小型化が加速している。また、自動車や飛行機などの内燃機関を有する輸送機器は、燃焼効率、安全性、耐久性改善を達成するために素材は、被削性が悪い耐熱合金や高硬度材に置き換わっている。
これまで穴径2ミリメートル以下、穴深さ(L)/ドリルの直径(D)=8以上の小径深穴加工には、ガンドリルマシンや放電加工機といった専用設備や専用工具が必要であったが、機械設備や工具の技術が飛躍的に進歩したことで、専用設備や専用工具だけではなく、一般的なマシニングセンター(MC)で小径深穴加工を製造現場で実現できるようになった。
例えばMCには、3メガパスカル(メガは100万)を超える高圧力の内部クーラント、スラッジを濾過するフィルター機能、クリーンタンク槽、毎分1万回転以上の高速スピンドルなどの小径深穴加工に必要な機能が選択できるようになっている。一方で、工具は内部給油用のねじれ付きオイルホールを設けた超硬素材が開発されたことで、従来のガンドリルや高速度鋼(ハイス)を母材とした工具からオイルホール付きの超硬ツイストドリルが主流になりつつある。
小径深穴加工の問題点
機械設備や工具のインフラが整ったことで容易に小径深穴加工へ挑戦できるようになったが、切削条件や加工環境が不十分だと小径工具は大径工具よりも折損しやすく、さらにL/D=8以上の深穴加工になると加工条件の制限は強くなる傾向にある。また、これまでの穴加工は安定性と加工能率に焦点が置かれていたが、近年は製品の高精度化が進んでいることから、穴の表面精度や穴曲がりといった穴精度への要求も高まっている。
穴精度への要求高まる
-

写真1 超硬OHミニステップボーラ―

超硬OHミニステップボーラーの紹介
小径穴加工が抱える「安定性」「加工能率」「穴精度」の三つの問題を解決できるのが、「超硬OHミニステップボーラー」である。
<特長>
(1)高精度刃形形状
ドリルの折損原因として多いのは切りくず詰まりである。しかし、小径超硬ドリルに限っては、穴曲がりも工具折損に大きく影響することが明らかとなっている。穴曲がりが発生する要因としては、食いつき時の工具のふらつき、不均一な切削抵抗が挙げられる。そこで、超硬OHミニステップボーラーは、食いつき性を向上させた中心形状と、両刃の長さが均等になり穴曲がりを抑制する高精度刃形形状を採用した(写真1)。
-

写真2 アクリル材を使った穴精度の事例
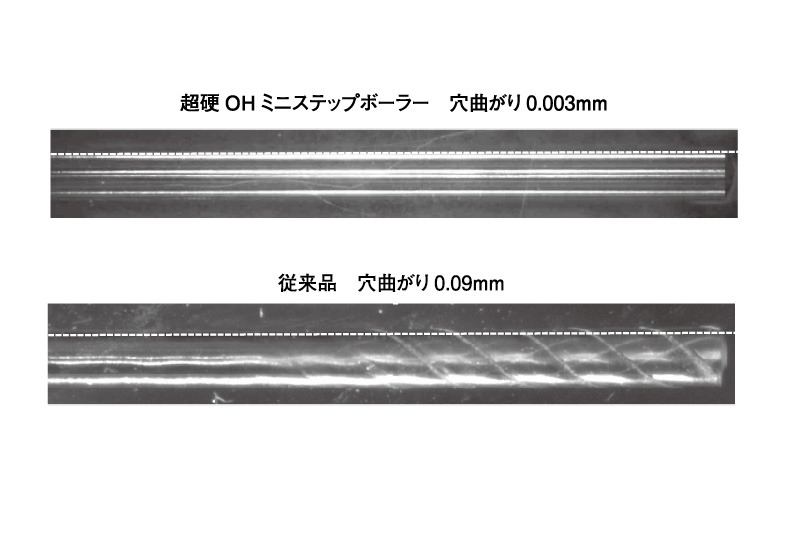
写真2は透明なアクリル材に対して、穴曲がりを抑制する高精度刃形形状を採用した超硬OHミニステップボーラーと従来品で穴加工した結果である。従来品で加工した穴には大きなうねりが生じており、加工開始から加工終了までの穴曲がりは0・09ミリメートルに及んだ。
一方、高精度刃形形状を採用した超硬OHミニステップボーラーで加工した穴は、うねりはなく、穴曲がりも0・003ミリメートルと極めて小さい高精度な穴を実現している。
工具被膜表面 良好に
-

写真3 新成膜技術 HiPIMS

(2)新成膜技術(HiPIMS)
円滑に切りくずを排出できることは、ドリルにおいて非常に重要な要素である。切りくず詰まりによる折損を防ぐ効果はもちろんであるが、切削抵抗の安定化による穴精度向上にもつながるからである。
今回、超硬OHミニステップボーラーのコーティングには、新成膜技術のHiPIMS(High Power Impulse Magnetron Sputtering)を採用した。このHiPIMSは、従来の被膜性能を維持しつつ、被膜表面状態を良好にする技術である。写真3が示す通り、従来技術で成膜した表面には無数のドロップレットがあるのに対して、HiPIMSで成膜した表面はドロップレットが少ないことが分かる。
同工具を用いてステンレス鋼(SUS304)を穴加工すると、従来技術で成膜した工具の溝面には溶着痕が出ていたが、新被膜の工具には溶着痕は確認されなかった。さらに、切りくずが円滑に排出されたことで刃先付近のすくい面の膜剥離を抑制している。
-

写真4 S50Cの3方向クロス穴加工

<加工事例>
(1)S50Cの交差穴加工
一片が30ミリメートル正立方体の加工対象物(ワーク)である鋼材(S50C)に対して、ワークの中心で直径1・5ミリメートルの穴が3軸から交わるように加工を行い穴の精度を評価した(写真4)。下穴加工には直径1・5ミリメートル、3Dタイプの超硬OHミニステップボーラー03WHMB0150―THを使用し、ロングドリルには20Dタイプの20WHMB0150―THを用いている。
加工した穴を直径0・8ミリメートルの内視鏡で観察を行った。もし、穴精度に支障をきたしている場合、穴曲がりが発生し穴の交差位置にずれが生じるが、本加工では3軸の穴が1点で交差していた。また、貫通した穴に対して光を投射しても穴が崩れることがなかったことから、穴曲がりなく加工できていることを証明している。
品質・生産性高い工具 追及
チタン合金 軽量化期待
-

写真5 チタン合金の加工事例

(2)チタン合金の加工事例
次世代の軽量化材料として期待できるチタン合金(Ti―6Al―4V)の加工事例を紹介する。下穴加工には直径1・0ミリメートル、3Dタイプの超硬OHミニステップボーラー03WHMB0100―THを使用しノンステップで加工を行い、ロングドリルには30Dタイプの30WHMB0100―THを使用しG73高速深穴ドリルサイクル(ステップサイクル)で300穴の止まり穴の加工をした(写真5)。工具摩耗は300穴加工後も、チッピングなどの異常損傷はなく、前述の新成膜技術HiPIMSの効果により、300穴加工後もすくい面への溶着を抑制している。一方で、加工後の穴に、曲がりやうねりは発生しておらず、穴壁の面粗さ(Ra)は、1穴目がRa=0・28マイクロメートル、291穴目がRa=0・24マイクロメートルと300穴を通して安定している。
終わりに
現在の小径深穴加工の抱える問題点を示し、その問題解決する超硬OHミニステップボーラーの特長と加工事例について紹介した。今後も当社は、新しい技術を生かした工具を開発し、高品質で生産性の高い工具を提供し、世の中の発展に貢献していきたい。
(2018/10/15 10:00)






























