[ 機械 ]
(2018/10/17 10:00)
東京農工大学大学院 工学研究院 先端機械システム部門 准教授 中本 圭一
はじめに
近い将来、工業製品のマスカスタマイゼーション(個別大量生産)化が進み、個々のニーズに応じた付加価値の高い先進的な材料や創造的な形状の高能率な生産技術が必要になることは疑いようがない。そこで、主たる生産財である工作機械は、従来の高速化、高精度化に加えて機械加工の多様なニーズに対応できるように進化を遂げている。特に多軸・複合加工機は、数値制御(NC)旋盤とマシニングセンタの機能を併せ持つことにより、段取り替えの省略による工程集約や加工精度の向上に寄与しており、個別大量生産に向けた自由度の高い切削加工工程を実現できると期待されている。
しかし、多機能な多軸・複合加工機の構造は複雑であり、CAMソフトウエアによる工具経路生成やマシンシミュレーターによる検証に従来と比べて時間と労力が必要になる。このため、加工時間の短縮が可能になった一方で、加工準備に要する時間が増加してリードタイムの中で大きな割合を占め、個別大量生産の実現へ向けて解決すべき課題となっている。また、さまざまな加工工程が可能な半面、属人的な経験や知識に強く依存している現在の工程設計では、多軸・複合加工機の機能を有効に活用できている保証もない。従って、多軸・複合加工機で工程集約型の高能率化を目指すには、加工順序や加工方法、加工条件など数多くの組み合わせに対して、その加工プロセスを予測して適切な工程設計案を素早く提示するとともに、CAMソフトウエアの設定等の面倒な作業を省力化できる工程設計支援システムが不可欠になる。
本稿では、多軸・複合加工機による個別大量生産に向けて、著者らが開発中の工程設計支援システムで用いるために提案している加工フィーチャと、その複雑な目標形状からの認識手法について紹介する。
多軸・複合加工機に適した加工フィーチャ
工程設計支援システムには、さまざまな現場環境に対応することが求められ、CAMソフトウエアの設定等の労力を減らしつつ、使用者の意向や戦略を取り入れる余地を残す必要がある。工程設計の自動化・デジタル化に関する取り組みでは、加工フィーチャと呼ばれる加工工程を特徴付ける領域を認識することが重要とされ、さまざまな加工フィーチャが提案されている。しかし多軸・複合加工機を想定した場合には、使用する加工機の構造や保有する工具に応じて、同一の領域に対しても旋削加工やフライス加工などの加工方法が複数考えられる場合もあり、加工フィーチャにより加工方法を限定しないことも求められる。
-

図1 拡張した境界面を用いた加工プリミティブの取得

そこで著者らが提案している加工フィーチャは、除去領域から取得した加工プリミティブを基に、使用者の意向や戦略に応じて加工順序を割り当てながら認識する。従って、工程評価のために加工時間などの指標を計算する回数は後述する加工プリミティブの数を上回ることなく限定的であり、組み合わせによる工程候補数の爆発的増加を回避して計算時間の短縮を図っている。以下では、除去領域から加工プリミティブを取得し、提案する加工フィーチャを認識する手法について概説する。
ここではまず、素材形状と目標形状の差分である除去領域と目標形状が接する面である境界面を、図1に示すように除去領域内に拡張する。拡張した境界面で分割された除去領域をそれぞれ加工プリミティブと呼ぶ。目標形状と接する加工プリミティブの面は、加工する際に最も注意を払う必要があるため、特に創成面と名付けて加工順序を設定する際の指標の1つとして用いる。なお、この時点では取得される加工プリミティブ同士がある領域で重なり合うことも許容しており、さまざまな加工プリミティブの組み合わせが考えられる。また、加工プリミティブには創成面の方向や加工プリミティブの体積などを指標としてそれぞれ加工順序を割り当てる。
-

図2 提案している加工フィーチャ

提案する加工フィーチャを図2に示すが、この種類は加工プリミティブの形状と創成面の数や方向を基に判別する。円柱の加工プリミティブでは、加工プリミティブに空いた穴が創成面であるかどうかに加えて、穴以外の創成面の数を基に加工フィーチャを認識する。また,直方体の加工プリミティブでは、それが穴を有する場合には穴が創成面であるかに加えて、穴以外の創成面の数と対向する創成面を1組としたときの組数を基に加工フィーチャを決定する。
図2において(A)から(D)までの4種類は円柱の加工プリミティブを基にした加工フィーチャであり、必要に応じて穴を表す(a)を組み合わせる。同様に、(E)から(L)の8種類は直方体の加工プリミティブを基にした加工フィーチャであり、必要に応じて穴を表す(b)を組み合わせる。例えば、加工プリミティブの形状が円柱、創成面の数が1、創成面となる穴が存在する場合には(B)FaceCと(a)BossCの組み合わせ(B)+(a)となる。
また。加工プリミティブの形状が直方体、創成面の数が3、対向する創成面の組数が1の場合には(J)Open slotとなる。旋盤主軸とミーリング主軸を有する多軸・複合加工機による加工を想定して、工程設計を施したケーススタディーでは、加工順序を割り当てる前の加工プリミティブとして、円柱が四つ、穴のある円柱が三つ、直方体が二つ、穴のある直方体が一つ取得された。
-

図3 多軸・複合加工機による加工工程を想定した加工フィーチャーの認識例

図3には、取得された各加工プリミティブとそれぞれに割り当てた加工順序、および認識された加工フィーチャを加工順序に従って示している。この例では、旋削加工で加工しやすい円柱状の加工フィーチャと、工具が工作物にアプローチしやすい創成面の数が少ない加工フィーチャを優先し、創成面の数が同じ場合には創成面の総面積の大きい順に加工順序を設定している。
以上のように、加工フィーチャの認識に際して使用者の意向や加工戦略を反映させることが可能であり、加工順序の割り当てと加工フィーチャの認識を同時に進めることで、工具のアプローチ可能な方向が予め分かるため工具の選択や工具経路の生成も容易になることが期待できる。
複雑形状に対する加工フィーチャ認識
ここまで認識される加工フィーチャの形状が円柱や直方体と仮定していたため、特別な工程となる面取り箇所や自由曲面が目標形状に含まれている場合など、円柱や直方体として表現できない複雑な目標形状への対処が困難という問題が残っていた。一方、形状ごとに個別に加工フィーチャを定義した場合、考慮しなければならない加工フィーチャの数が膨大となるため現実的ではない。そこで、面取り箇所や自由曲面などを目標形状から取り除く近似と、加工プリミティブの単純形状への変換により、複雑な目標形状の場合においても提案している加工フィーチャを認識できるようにした。
-

図4 面取り箇所の検出と近似された新しい目標形状

以下では、複雑形状加工の工程設計に向けて新たに追加した処理を説明する。なお、ここではZ軸方向に工具主軸が一致する3軸制御によるフライス加工を想定して説明を簡単にする。複雑な目標形状を取り扱うために、最初に特別な工程となる面取り箇所や自由曲面などの特定箇所を取り除いて近似する処理を追加する。目標形状が有する面で、図4(a)に示すようにXY,YZおよびZX平面上にない面を対象とし、エッジの長さがあらかじめ定めた値以下となる場合に面取り箇所として検出する。
次に、面取り箇所として検出した面の中で最長のエッジのどちらかを有する面を拡張して、同図(b)のように拡張した面上に面取り箇所を投影する。この投影された輪郭を同図(c)のように目標形状側に押し出し、目標形状との和を取ることで同図(d)に示す面取り箇所を取り除くように目標形状を近似する。なお、曲線状のエッジを利用してフィレット面も同様に検出し、近似後の新たな目標形状と元の目標形状の差分領域は、面取りやフィレット面を加工するための特殊な加工プリミティブとする。
また、目標形状が自由曲面を有する場合には、自由曲面を内包する最小の直方体を生成し、目標形状との和を取ることで自由曲面を除いた目標形状へ近似する。さらに、上記の面取り箇所やフィレット面などと同様に,変換された目標形状と元の目標形状の差分領域は自由曲面加工のための特殊な加工プリミティブとする。
以上により、目標形状に面取り箇所や自由曲面などの特定箇所が存在しないものとして、除去領域から加工プリミティブを取得してそれらに対して加工フィーチャが認識できるようになる。
-

図5 ケーススタディで用いた素材形状と目標形状

次に、複雑な形状の加工プリミティブを円柱や直方体のように単純な形状の加工プリミティブへ一時的に変換する。このとき、複雑形状であるテーパやドリル先端で創成されるような円錐形状は円柱に変換し、それ以外は形状を内包する最小の直方体へと変換して加工プリミティブとして取得する。これにより、複雑な形状の加工プリミティブを提案している加工フィーチャのいずれかとして認識し、それぞれに対して加工方法や切削条件等を選定することで工程設計を施すことができる。
さらに、全ての加工プリミティブに対して加工フィーチャを認識した後に、単純形状へと一時的に変換していた加工プリミティブは加工順序や加工フィーチャの種類などの属性を引き継ぎながら元の形状へと復元する。また、先に処理した面取り箇所や自由曲面などの特定箇所については、除去領域である特殊な加工プリミティブを加工順序の最後に加える。図5の素材形状と目標形状を用いてケーススタディーを実施したところ、まず面取り箇所と自由曲面部を取り除くように目標形状が近似され、素材形状と変換後の目標形状を用いて25個の加工プリミティブと5種類の加工フィーチャが認識された。
-

図6 加工プリミティブの変換による加工フィーチャ認識の流れ
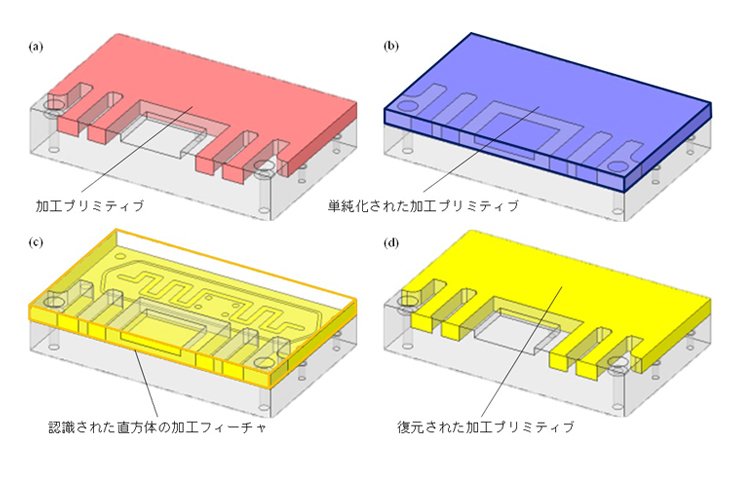
複雑形状に対する加工フィーチャ認識の一例として、図6(a)に示す加工プリミティブが取得された後の加工フィーチャ認識の流れを示す。取得された加工プリミティブは同図(b)のようにその加工プリミティブを内包する単純形状である直方体へと変換され、元の創成面の属性を変換後も引き継ぐことで、(c)に示した加工フィーチャClosed slotとして認識された。また最終的に、(d)のように元の加工プリミティブの形状へ復元された。このようにして円柱や直方体として表現される単純形状だけでなく、図7に例として示した加工順序16や17が割り当てられた複雑形状も他の加工プリミティブと同様の手順でそれぞれ加工フィーチャ(Closed pocket)が認識できることを確認した。なお、加工順序26以降では初めに取り除いた面取り箇所と自由曲面が特別な加工プリミティブとして追加され、全加工工程は34となった。
-

図7 複雑な形状の加工プリミティブから認識された加工フィーチャの例

特別な工程となる面取り箇所や自由曲面などの特定箇所を目標形状に含む場合や、加工プリミティブが円柱や直方体で表現されない複雑形状に対し、特定箇所を取り除く目標形状の近似と取得された加工プリミティブの単純形状への変換により、従来困難であった複雑な除去領域から加工フィーチャを認識する手法を紹介した。さまざまな加工プリミティブの形状に応じて加工フィーチャを個別に定義した場合、考慮すべき加工フィーチャは無数になるが、本手法では単純形状へ変換して有限な加工フィーチャを除去領域から認識することで工程設計が可能であり、実用的で複雑な目標形状も取り扱うことができる。
おわりに
多軸・複合加工機の形態は多様に進化し、機能が高まった半面で考慮すべき事項が増え、うまく活用するためには高度な加工支援ソフトウエアが必須となる。一方、現状のCAMソフトウエアでは工程設計を担ったり、複雑形状に自動で対処したりできず、熟練者の技能や試行錯誤に頼っている。ここでは多軸・複合加工機用に開発した工程設計支援システムを簡単に紹介したが、工程設計を省力化することで加工準備にかかる労力と時間を大幅に低減し、個別大量生産の実現に近づくことができる。このような加工支援ソフトウエアの高度化は今後進んでいくと期待しているが、それとともに工作機械ユーザには自らの暗黙知をカスタマイズにより加工支援ソフトウエアへと反映させ、他社との差別化を図るための努力が必要になると思われる。
(2018/10/17 10:00)






























