[ 機械 ]
(2018/10/19 10:30)
円形工具を回転させながら外周旋削を行うロータリー切削は、切れ刃が加熱(切削時)と冷却(空転時)を繰り返すため工具への熱負荷が軽減され、難削材加工において工具摩耗が抑制される特徴を持っている。ここではロータリー切削のさらなる高能率化、自動化を実現できるレシプロ旋削およびチップブレーカーによる切りくず折断(せつだん)機構について述べる。
金沢大学 理工研究域機械工学系教授 細井 晃
さらなる高能率化実現
-

図1 2種類のロータリー切削方式
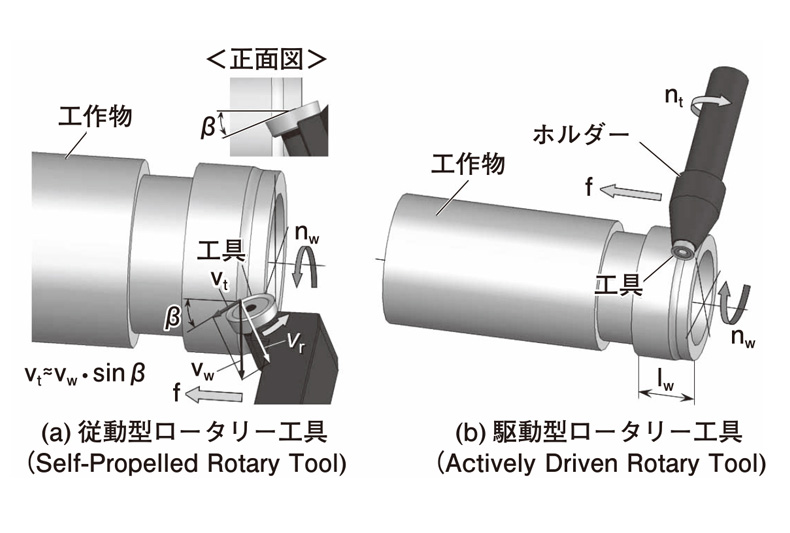
図1に示すように、ロータリー切削には従動型工具と駆動型工具の2種類がある。従動型ロータリー切削は、図1(a)に示すように、自由に回転可能な円形インサートを工作物に対して傾斜角βを与えて切削する方式である。
この場合、工具は円周方向に働く力によって従動的に回転する。この方式は従前より多くの研究がなされており、工具摩耗が切れ刃全体に分散することや工具空転による冷却効果により工具寿命の延長が報告されている。しかし、従動型式では工具回転速度や切り込みが変動し、安定した切削を継続的に行うことができない。
そこで近年注目されているのが図1(b)に示す駆動型ロータリー切削(ADRT)である。この方式はモーター駆動によって工具を回転させながら切削を行うもので、安定した切削が可能である。
このようなADRTは複合加工機を用いればインサートを傾斜させて切削することができるが、汎用的なミーリング旋盤では図1(b)に示すようにインサートを傾けずに切削を行う(β=0)。このような場合、従動型では工具が回転せず(vt=0)、基準となる工具回転速度が決められない。そこで、まず工具回転速度が加工特性に及ぼす影響について検討した。
工具回転速度が工具温度、切削抵抗に及ぼす影響
-

図2 工具回転速度と切削点の工具温度の関係
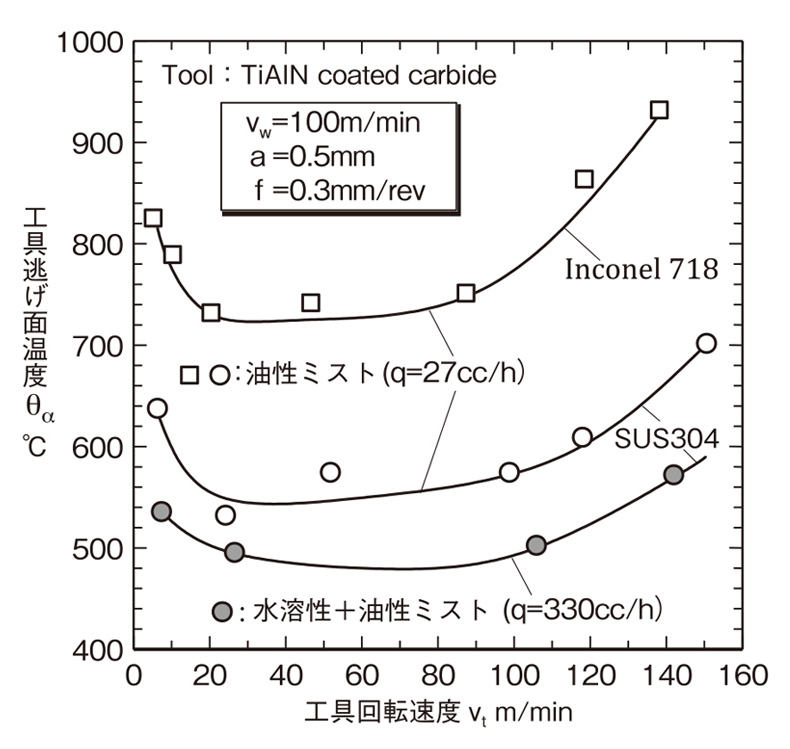
図2は工具回転速度が切削温度に及ぼす影響を示したものである。実験はインコネル718とステンレス鋼(SUS)304を用い、SUS304については油性ミストと水溶性―油性混合ミストを供給している。図にみるように、工具を回転することで工具温度が急激に減少していることがわかる。油性ミストを使用した場合、工具を毎分20メートルで回転するだけで、両工作物ともおよそ100度Cの温度低下が実現できている。
しかし、工具回転速度をさらに増加させると、工具と切りくずの摩擦熱によって再び温度が上昇し始める。このことから、切削点温度が最低温度近傍を維持する“推奨工具回転速度域”があることがわかる。
この推奨速度領域はインコネル718のように難削性が顕著になるほど狭くなることから、ADRTでは適切な工具回転条件を設定することが極めて重要になる。
また、油性ミストに対し、水溶性―油性の混合ミストを使用することによって工具温度が60―70度C低下しているが、過度の冷却は工具にチッピングを生じさせることも観測している。
-

図3 工具回転速度・回転方向が切削抵抗に及ぼす影響

一方、図3は工具回転速度vtと工具に作用する抵抗の関係を示したものである。ここで、Fpは切削抵抗主分力、Ftは工具と切りくずの摩擦による工具接線分力である(送り分力Ffでない)。
図1に示すような切削形態では切削動力計を設置することはできないため、Fp、Ftはそれぞれ主軸モーターおよび工具用モーターの消費電力より算出している。
まず、主分力Fpに注目すると、工具回転速度vtの増加に伴い減少している。図は省略するが、vtの増加によって切りくず流出角度が工具回転方向に移動するとともに、切りくず厚さが薄くなっている。このことから、vtの増加によって疑似的な傾斜切削状態へ推移してせん断角が大きくなり、被削性が上昇したと言える。
一方、工具接線分力Ftは工具―切りくず間の摩擦力により工具回転速度vtの増加に伴い増加している。ただし、その大きさは主分力に比べて小さく、工具回転速度毎分120メートル以上では大きく変化していない。
以上のように、工具の温度(熱負荷)および工具に作用する抵抗(機械的負荷)から総合的に判断して、駆動型ロータリー切削では切削速度毎分100メートルに対して工具回転速度毎分30―90メートルが推奨速度と言える。切削速度を超える工具速度は避けるべきである。
高能率加工への展開
1.レシプロ切削
前述の結果から、駆動型ロータリー加工は工具の回転によって熱的負荷や機械的負荷が低減されるため、難削材の加工に適していることが明らかになった。そこで、通常の旋削加工では実現できないレシプロ(往復)切削を試みた。
図2で測定したFtは、工具に働く接線方向の摩擦力Ftであるが、当然ながら同じ方向に送り分力Ffが働いている。
図3に丸駒チップで通常の旋削加工をしたときのFfを併記しているが、およそ工具接線力と同程度であることがわかる。
したがって、図3内の模式図に示すように、FtとFfが逆方向に作用するように工具回転方向を設定すれば、工具の負荷を極力抑制した往復切削が可能になり、加工時間が短縮された高能率加工が実現できる。
2.くぼみ型チップブレーカーによる切りくず折断
-

図4 チップブレーカーによる切りくず折断効果

駆動型ロータリー工具を用いた高切り込み・高送りの高能率切削では、工作物や切削条件によっては連続的な切りくずが生じ、加工能率の低下や加工の自動化の妨げとなる。そこで、図4に示すようなすくい面にくぼみを有するチップブレーカーの効果を検証した。
これは住友電工ハードメタルが開発したもので、同図に示すように広い切削条件で切りくずの折断に成功している。その折断機構を高速度カメラおよびFEM解析より検討した結果、くぼみ部が切りくず断面を通過する際に切りくずのカール径が減少し、通過後に再びカール径が増加するという急激なカール径の変化により折断されていることが明らかになった。
駆動型ロータリー工具の主な特徴
円形工具を回転させながら外周旋削を行うADRTは、切れ刃が加熱と冷却を繰り返すことによって工具への熱負荷が軽減されるとともに、外周切れ刃全体が切削を担うため難削材の高能率加工に有効な加工手法である。
その主な特徴は以下の通りである。
(1)ADRTでは、切削点温度が当該加工条件での最低温度近傍を維持する“推奨工具回転速度域”が存在する。
(2)工具回転速度の増加に伴い疑似的な傾斜切削状態へ推移してせん断角が大きくなるため、主分力は減少する。すなわち、被削性が上昇する。
(3)工具接線力Ftと送り分力Ffが逆方向に作用するように工具回転方向を設定すれば、工具の負荷を軽減したレシプロ旋削が可能になり、より高能率加工が実現できる。
(4)すくい面にくぼみを有するチップブレーカーによって、広い切削条件で切りくずの折断が可能になる。
今後の展開
ここではADRTの加工特性を切削温度、切削抵抗、切りくず折断の面から明らかにし、難削材の高能率加工に有効な手法であることを示した。
特に、熱的負荷や機械的負荷を低減する推奨工具回転速度が存在することが本ADRTの特徴と言える。ただし、本実験では工作機械の仕様の制約から工具を傾斜させていないが、工具傾斜角が加工精度や工具摩耗に及ぼす影響も重要であり、これについては他の研究報告も参照されたい。
その他、工具材種材質の影響や回転工具の振れ回りを抑制した仕上げ加工への適用など、実用化に向けた研究が精力的に行われている。
(2018/10/19 10:30)






























