[ 機械 ]
(2018/11/5 11:00)
工作機械は母性原理に基づくと言われている。機械の精度が悪ければ加工精度は良くならない。そこで、機械の精度を検査するさまざまな方法が開発され、規定されている。一方、加工精度は機械の精度だけで決まるわけではない。加工精度劣化の原因を突き止めるためには、加工精度と運動精度との関連を知る必要がある。
大阪工業大学 教授 井原 之敏
精度検査法と実際の加工精度との関連―母性原理
-

図1 加工精度を決定する要素

工作機械の加工は母性原理に基づくと言われている。加工された品物の精度は、加工に使用した機械の精度を引き継ぐためである。したがって、機械の精度が悪ければ加工精度が良くならない。そこで、機械の精度を検査するさまざまな方法が開発され、規定されている。
一方、加工精度は機械の精度だけで決定されるわけではない。工具や微妙な加工条件の違いなどで精度が大きく左右される。
機械加工の技術者が所望の加工精度を得ようとするとき、前述のように、まず加工に使用する機械の精度が十分かどうかを判断する必要がある。そのための基準として、さまざまな機械の精度検査法が開発、規定されている。特に、判断するために客観的な精度の基準とするためには、検査方法を明確に規定した検査規格にのっとった検査結果を使う必要がある。
図1に加工精度を決定する主な要素と関係性について示した。実際には、図に示した以外の要素も考慮する必要があると思われるが、日本工業規格(JIS)などで制定されている工作精度試験法は送り運動精度を反映した結果が得られるようなものが多い。
マシニングセンターの加工精度試験法
-

図2 マシニングセンターの工作精度試験M1

マシニングセンター(MC)のJIS精度検査規格群(JISB6336)を具体的にみてみよう。本機各群のうち、第7部の工作精度試験規格(JISB6336―7)は5軸対応のため2018年に改正されたが、そこには四つの項目(M1―M4)が規定されている。
M1(図2)はMCに限らず、旋盤型複合加工機などでも類似の形状の工作物が規定されており、国際標準化機構(ISO)の工作精度試験片の代表的なものといえる。この試験では、第7部の工作精度試験以外の精度試験で得られる情報が反映されるようになっている。
例えば、第1―3部(静的精度)でのXY軸間の直角度が外形の直角度に現れ、第4部(位置決め精度)が穴のピッチ精度に現れる。また第6部(補間運動精度)が直線補間・円弧補間により加工される形体の精度に現れる。
M2は正面フライスの加工精度の試験である。フライス加工の基本である正面フライス加工の精度が検査される。本試験法は送り運動だけでなく主軸の性能が現れやすいと思われる。
M3、M4は今回5軸MCのために追加された検査である。M3は「NAS979」「テーパーコーン」という俗名で有名な円錐(えんすい)台加工試験法を現代風にアレンジし、検査条件などを詳しく設定したものである。
本試験法は、機械の動作範囲は異なるものの、第6部(補間運動精度)にボールバーを使用した試験法と同様の同時5軸運動をさせたときの精度検査であり、結果を比較対照することが容易になっている。
M4はM1の試験片に5軸MCの回転軸を使った割り出し角度の検査をするための加工を追加したもので、第1部(静的精度)、第4部(回転位置決め精度)の検証としての役割がみられる。
以上のように、現状の工作精度検査規格は静的精度検査などとの対応がよくとられている。そのため、ISOの会議では、「工作精度検査は必要あるのか」という問いかけが以前にあったようだ。重複を排除するという意味では不要かもしれないが、冗長性を持たせて、一方の検査が正確かどうかを見極めるために存在していると言えなくもない。
実際の加工は他にどのようなものがあるか
-

図3 コア金型でのスキャン加工の工具経路例

複雑形状部品を加工するときや、5軸MCを使用するときなどは、コンピューター利用製造(CAM)ソフトが必需品である。CAMから見ると、M1の工作物は2次元(2D)のCAMで処理可能なものと言えよう。MCを使用した3次元(3D)形状金型(図3)の加工には、3DのCAMが使用されて数値制御(NC)プログラムを作成し加工されるが、この際の加工精度はどのような要因で低下するであろうか。
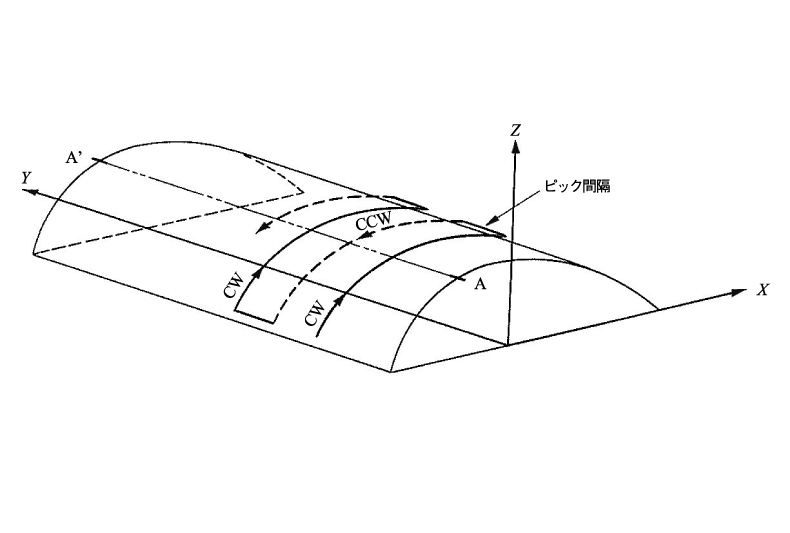
一例として、図4のようなかまぼこ形状をボールエンドミルで加工したときに生じる面品位は、ZX平面の円弧補間送りの両方向誤差に大きく影響される。JISB6336―8に規定されている試験であり、ボールバーを用いて検査するのだが、なじみの薄い検査項目である。
-

図4 かまぼこ形状をスキャン加工したときの工具経路
かといってかまぼこ形状工作物のようなものを工作精度試験法の一つに制定しようという動きがほとんど見られないのは、上述のように工作精度試験は必要なものだけ規定しようという方針によると思われる。
ところが、近年中国からS字加工試験なるものが提案された。試験片の形状自体は航空機の機体部品の加工を想定しており、実用性がないわけではない。しかし、この方法は今までの試験規格とは根本的に異なっている。というのは、加工精度自体が機械の精度以外の要因によって大きく作用される可能性がある。
現在も大学において本試験法をさまざまな条件で検証している途中であるが、S字試験は、機械の精度を試験するというより、加工技術を試験しているようなものではないか、という印象がある。つまり、試験結果が、NCのパラメーター設定に依存したり、使用するコンピューター利用設計・製造(CAD/CAM)の種類に依存したり、CAMオペレーターの知識・技量に依存したりすることが分かってきた。
図1ではこれらを「加工方法」ひとくくりでまとめている。S字加工試験は規格本体ではなくあくまでも「参考情報」扱いであるが、本試験を依頼されて実施するときにはこのことに注意されたい。S字試験法に限らず、複雑な形状をした工作精度試験は、機械の精度以外の要因が大きく絡んでくるので、加工精度検査から機械の運動精度劣化の原因を特定するために使用するのは難しいということを知っておくべきである。
より深い理解に向けて―新しい試験法通則の提案
工作機械の試験方法通則という規格群がある。MCに限らず、他の工作機械の試験に関する一般的な情報を規定しており、JISB6190にまとめられている。以前はここの第1部として「静的精度試験方法及び工作精度試験方法」が存在したが、実際には工作精度試験に関する情報はほとんど含まれていなかった。元規格であるISO230―1の12年の改正を受けて、16年に「幾何精度試験」となって、工作精度試験とは完全に切り離された。
そこで、最近工作精度の考え方をまとめるため、日本がISO230シリーズに第12部として、工作精度試験法通則を提案している。まだ規格提案が受理され草案提出の段階であり、規格制定まで時間がかかると思われるが、MCに限らず、各種の工作精度試験法が分類され、図1に示したような個々の機械の精度(誤差)と、工作精度試験との結果の関連性がまとめられる予定である。規格完成の際には、現存する工作精度試験法について、本稿で紹介した内容が詳しくまとめられることを期待している。
(2018/11/5 11:00)






























