[ トピックス ]
(2017/5/4 05:00)
自社の工場を自前でIoT(モノのインターネット)化する中小企業が気を吐いている。システムベンダーからシステムやソリューションを購入すれば莫大(ばくだい)な費用が掛かってしまうかもしれない。しかし、自分たちで作り上げれば安い費用でも効果的なIoTを工場内に構築できる。そんな中小企業のIoT化工場を紹介する。
旭鉄工、昭和の機械 低コストでつなぐ
1941年創業の旭鉄工(愛知県碧南市、木村哲也社長、0566・41・2350)は、トヨタ自動車系の部品メーカーであり、エンジン、トランスミッション、ブレーキなどの部品を生産する。同社は、本社工場(碧南市)と西尾工場(愛知県西尾市)の生産性を上げるため、14年から自前でIoT化を推進した。
-

機械の表示灯に光センサーを設置して黄色ライトの点灯・点滅のオン・オフを自動計測する

同社がIoT化を始めた直接のきっかけは、取引先からの受注増に対応するため生産現場を改善することだった。そして、生産現場の改善に必要な生産関連のデータを自動収集しようと考えたが、市販のIoTソリューションの導入はあまりにもコストが高すぎた。
というのも同社の国内工場には400もの生産ラインがあり、そこで稼働する機械の50%が20年以上前に導入したもの。さらに10%は昭和時代という古い機械だ。そうした古い機械に市販のIoTプラットフォームを導入しても、まずは機械の入れ替えが必要になるため1000万円単位のコストが発生してしまうからだ。古い機械をインターネットにつなげるのも難しく、同社が欲しい情報も得られない。そこで自前でIoTシステムを作ることにした。
まず、機械の稼働・停止を自動計測するシステム「可(べき)動率モニター」と、その状況を表示する機器「iスマートあんどん」を製作した。ちなみにiスマートあんどんは市販のあんどん(機械の稼働状況を表示する機器)の10分の1のコストで製作した。
さらに翌15年に、完成品1個あたりの生産時間を自動計測する「サイクルタイムモニター」を製作した。サイクルタイムモニターは、1個50円の光センサーと1個250円のリードスイッチ(二つの端子が近づくと作動して信号を発する電子部品)を生産設備に設置することで完成させた。
こうしてシステムを完成させたことにより、機械の停止時刻・時間、生産状況・個数、サイクルタイムのデータを自動収集して問題をリアルタイムで見える化できたことから、改善がしやすくなった。それにより生産性が大きく向上し、本社工場の17ラインで行うバルブガイドの切削では、サイクルタイムが4・2秒から3・7秒へと0・5秒短縮し、かつ機械の停止時間を減らすことで平均生産数量を1時間あたり784個から909個へと約15%増加させた。その結果、IoTの導入前は受注増対応として2ラインを増設する予定だったが、それも不要となり、314平方メートルのスペース節約と5400万円の設備投資削減を実現できた。
同様に西尾工場でもIoTの導入でけん引フックの生産性を69%向上させた。サイクルタイムが1個あたり26秒から17秒へと9秒短縮し、1時間あたりの生産数量は107個から180個へと69%向上。工程内不良を20分の1に激減させた。また、2ラインの増設を中止し、それにより100平方メートルのスペースを節約。1億4000万円の設備投資削減を達成した。
三松、台車管理連動 工程を把握
板金加工の三松(福岡県筑紫野市、田名部徹朗社長、092・926・4711)は、月間で8000―9000種類、10万個の金属製品・部品を生産する。その製品・部品は、創業間もなくに手がけた葉タバコ乾燥機に始まり、コインパーキング精算機や半導体装置、情報通信設備、食品厨房(ちゅうぼう)・医療機器、住宅建材など多種多様な分野にわたる。同社は、それら多品種の製品・部品を小ロットで生産する「小ロット製造代行サービス」というビジネスモデルを確立している。それは単なる請負加工ではなく、顧客の多様なニーズに応え、時には顧客に提案もするパートナー型のモノづくりだ。
-

台車に取り付けたビーコン

その小ロット製造代行サービスを支える一つの特徴が独自開発の生産管理システムであり、さらに2016年からは、生産管理システムに加えて新たに導入したIoTシステムにより生産性アップへの試みも始めている。
同社の生産管理システムは、受注した製品・部品の工番ごとの工程や納期を瞬時に検索できる。その生産管理システムに情報を蓄積するため、工場では工程が完了するたびに作業者がその情報を工場内の共有システムで入力する。ただ、共有端末で工程完了時に情報を入力する方法だとリアルタイムな作業進捗(しんちょく)をつかめなかった。
というのも、作業者によってそれぞれの工程のリードタイムが異なり、また、工程終了後に情報を入力するタイミングもマチマチなため、各工番の数時間前までの工程は把握できるが、リアルタイムの工程は追尾しきれなかった。
-

ビーコンの電波を工場内の受信機で受けて位置情報を取得する

そこで16年に、リアルタイムに工程を把握するために考案したのが台車をIoT化することだった。工番と台車番号を関連づけることによって「台車の所在地=現在の工番の工程」とし、それによりリアルタイムに工程を把握しようと考えた。
同社の工場には、セル、ブレーキ、溶接、塗装、組み立て、微細加工など九つの生産ラインがあり、そこで約280台の台車を使っている。生産する製品が多種多様なように、それを運搬する台車の大きさや形状もさまざまであり、製品の大きさ、形状に応じて運搬しやすいように4種類のオリジナルの台車を製作し用途に応じて使い分けている。その台車の位置情報を取得することで、台車に載った製品のリアルタイムの工程(作業状況)を把握する。そのために台車に設置するビーコン(電波発信機)、その管理システムとしてパナソニック製の在席・所在管理システムを導入し、16年6月に台車の位置情報を見える化する「台車管理システム」を開発し、運用を始めた。
この台車管理システムと生産管理システムの情報をつなぐことにより、工番ごとの台車の位置がリアルタイムに把握できるようになった。それにより製造中の製品・部品ごとの工程の進捗状況をリアルタイムにつかめるようになった。
「現時点で両システムをつなげる状況になりました。次はその効果を分析していきます」(中村文隆企画管理部システム企画課課長)。生産管理システムと台車管理システムを連動させたことにより、製品・部品(工番)のリアルタイムな生産状況を把握できるようになった。次はその連動の効果を分析し、また収集した生産情報の分析に人工知能(AI)も活用しながら今後の生産改善に生かしていくという。
武州工業、生産数量・在庫を日々管理 独自“セル生産”高度化
金属パイプ加工の武州工業(東京都青梅市、林英夫社長、0428・31・0167)は、自動車、医療機器、航空宇宙の3分野向けに月平均約90万本・900種類のパイプ製品を生産する。これだけ多品種の製品を48時間という短いリードタイムで生産するために一個流し生産(いわゆるセル生産)という独自の生産体制を敷いている。
従来はライン生産を採用していたが、大口取引先である自動車・自動車部品メーカーからのコストダウン要請に対応するため、1987年から一個流し生産へ生産方式を大きく転換した。同社の一個流し生産では、一人の作業者が材料調達から組み立て、検品(品質管理)、出荷管理まですべての工程の責任を担う。それゆえ一個流し生産は作業者個人の技量に依存するため、作業者ごとの作業のバラつきを是正し、製品の品質を確保するために独自に開発した生産管理システム「BIMMS」を活用する。
-

アイポッドタッチの歩数計機能を利用して加工機の稼働ペースを計測

このBIMMSは、日ごとの生産数量と在庫をリアルタイムに管理するウェブ版生産管理システムであり、「日々決算と棚卸しをする仕組み」(林社長)のシステムになっている。実際、一個流し生産する作業者が出退勤、生産指示(注文内容)、生産実績管理(進捗)、品質管理、工程不良管理(寸法測定)、倉庫在庫管理など各種の情報をリアルタイムにタブレット端末で入力する。それにより日単位で生産量と在庫を管理できる、まさしく決算と棚卸しを実現できるシステムとなっている。
また、BIMMSでは生産開始から出荷までの情報をリアルタイムで管理できるので、「いつ」「だれが」「どの材料で」「製造・出荷」したのかを把握でき、トレーサビリティーの管理にも役立てられる。さらに、工程不良の管理もするので不良発生のラインと工程を把握でき、不良低減の改善にもつなげられる。
-

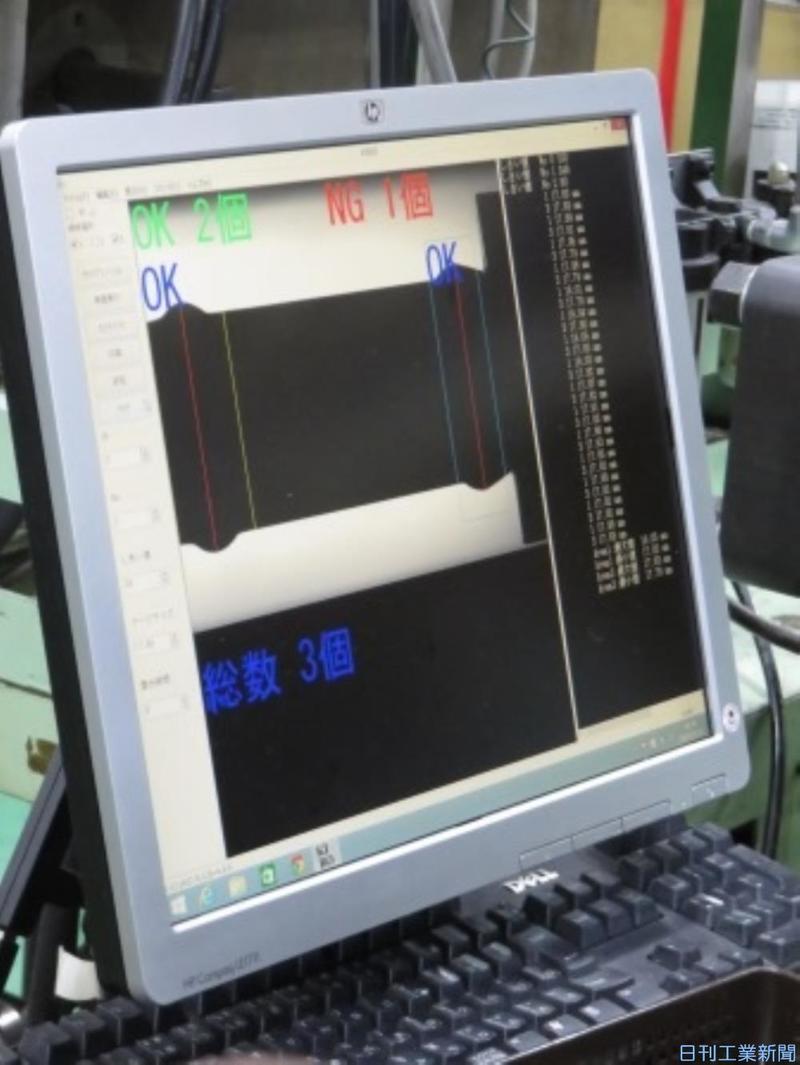
画像検査機で加工品の寸法を自動測定
同社は一個流し生産の効率を上げるため、BIMMSに対して現場の作業者が手入力しているデータを自動で入力できるようにするため自作のIoT化にも取り組んでいる。例えば、部品の棚に無線識別(RFID)チップを設置して部品の持ち出しをタブレットで読み込ませたり、パイプ加工機の摺動部に携帯情報端末「アイポッド タッチ」を設置し、アイポッドタッチに内蔵される加速度センサーを利用して加工機の動きを感知することでそれぞれのデータをBIMMSに自動入力する。ちなみにパイプ加工機のIoTでは、アイポッドタッチの歩数計機能を応用して加工ペースを設定しておくことで、実際のパイプ加工のペースが設定より早いのか遅いのかをリアルタイムで自動測定する。
また、金属材料の再なましや乾燥に用いる電気炉には、温度センサーをつなげたパソコンを設置し、電気炉の温度変化をリアルタイムに自動測定して不良品の発生を防いでいる。さらに、設備のインラインに画像検査機を設置し、加工品をカメラにかざすだけで2カ所の寸法を同時測定(全周の検査と判定)できる自動測定機も内製化している。
これらのセンサー類から送信されるデータをサーバーに転送するための多チャンネル情報処理装置も小型ボードコンピューター「ラズベリーパイ」を用いて内製しているように、同社はIoT機器の多くを自前で製作している。
このようなIoTの導入により、BIMMSに対する生産現場での情報収集を自動化し、手入力を減らすことで一層の生産性向上へとつなげている。
(2017/5/4 05:00)






























