[ 機械 ]
(2018/11/6 09:30)
エンドミルは金型部品に用いる切削工具としての認識が高かったが、スマートフォンの多量生産に適用されて以来、部品生産向けとしても注目されている。とりわけ、中国におけるスマートフォンの量産は工具メーカーの供給が追い付かず、膨大な量のエンドミル生産を内製化するなど、エンドミルを取り巻く環境と認識は大きく変化しつつある。一方、エンドミルの最適な選択と切削条件の設定はカタログに記載されている内容に依存しており、高精度、高能率化および自動化指向が強まる中でさらなる対応が必要であろう。そこで、エンドミル切削の基礎と高効率切削を実現するための提言を行う。
松岡技術研究所 所長 工学博士・技術士 松岡 甫篁
最適な選択の基本
エンドミルは3軸制御マシニングセンター(MC)および数値制御(NC)複合加工機で用いられることが多い。いわゆるNC切削であり、合理的な工具軌跡と切削条件の最適化でエンドミル切削の高度化を指向した取り組みが可能である。
しかしながら現状は、いまだに2枚刃エンドミルの需要が多く、非効率な切削が行われていることも事実である。この理由として、依然として汎用フライス切削を踏襲していることが考えられ、前述の合理的な工具軌跡の実現が可能なNC切削に移行し、さらなる高効率なエンドミル切削の追求は必然であろう。
-

図1 エンドミルの切り込み時における工具軌跡と切りくず形状例

図1はエンドミル切削開始時に発生する切りくず形状の比較例を示しているが、突っ込み切削で発生する切りくずは、切れ刃に停滞することでチッピングが懸念される。外周刃による傾斜切り込みは排出性に優れた切りくずの生成で、安定した切削が可能になる。すなわち、外周刃による切削は実切削速度が高く、工具摩耗を抑制する効果に加え、中心刃が不要になるため刃数を増やすことが可能であり、送り速度を高めて高能率な切削を実現できる。
エンドミルの荒切削はスクエアエンドミルで外周刃切削、およびラジアスエンドミルの底刃切削が基本で、それぞれにおいて高効率な切削を指向した工具選択と切削条件を設定する。例えば、ステンレス鋼のように切れ刃の熱影響で急速な摩耗が懸念されるエンドミルは刃数を多く、ねじれ角の大きな切れ刃形状にして、切れ刃の熱影響を抑制する。アルミ合金向けはワークが熱変形する懸念があり、切りくず排出を重視したポケットと切れ刃角のエンドミルを選ぶ。
エンドミルの切れ刃は底刃部でラジアス角(外周側からの切れ刃角度)、アキシャル角(底面側からの切れ刃角度)で構成されている。例えば、ラジアス角をネガティブ、アキシャル角をポジティブの切れ刃角にすると、切削面から上方に切りくずが排出されるため、切削時の熱影響を低く抑えることができる。このように切削理論とエンドミルの切れ刃形状に関する知識を理解し、被削材、切削形状、工具軌跡などに最適なエンドミルを選択することが高効率切削を実現する条件である。
切削条件設定の基本
-

図2 エンドミル切削速度・工具摩耗曲線例

エンドミルの工具寿命曲線を図2に示す。低速度域と超高速度域において工具摩耗は急速に進行するため、最適速度域の適用が求められる。すなわち、最適速度域の切削は切削速度を高めても工具摩耗の進行が遅い領域であり、高効率な切削が可能である。
多くの生産現場では低速域の切削速度によるエンドミル切削が見られるが、当然ながら工具寿命は短く、切削時間も長い非効率な切削である。荒切削の切削条件は、送り速度を高めることが基本であり、切削速度は適用するMCなどの最高主軸回転数に依存、切り込み量は工具、ツーリング、主軸剛性などで総合的に判断することになる。
-

図3 コーテッド超硬合金エンドミルの突出量の違いによる切削データ例(日進工具・MSTコーポレーション)

図3はエンドミルの突き出し量の違いによる切削データ例であり、工具突き出し量に対応した切削条件は工具寿命と切削面精度に大きな影響を及ぼす。
高速ミーリングによる高硬度鋼の切削条件
高速ミーリングの登場でエンドミルの適用が拡大した。とりわけ、高硬度鋼の切削は金型生産において大きな変革をもたらした。
高速ミーリングは切り込み量を抑制する半面、切削速度を高めた切削条件が基本である。すなわち、切削時にエンドミルの刃先で発生するせん断現象は、切削速度を高めるとせん断角が大きくなり、発生した切りくずの厚さは薄く長くなる。
-

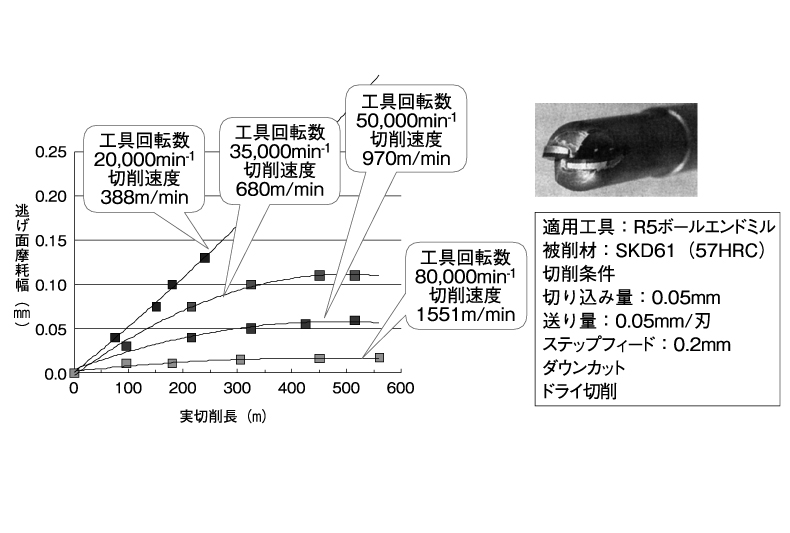
図4 cBN焼結体ボールエンドミルによる高硬度鋼の高速ミーリング例
したがって、切りくずの表面積が拡大し、切削時に発生する熱が切りくずに伝導しやすくなり、エンドミルの刃先と被削材に伝わる熱量は少なくなる。高速ミーリングで、切削速度を高めてもエンドミルの切れ刃と切削面に残留する熱が少ない現象が見受けられるのは、前述したよう現象で説明できる。
高速ミーリングで多く用いられているコーテッド超硬合金は、コーテイング層の特性と同時に、コーテイング層の付着強度が求められ、工具成形研削時における超硬合金母材の研削面の高品位化が有効な対策として知られている。
図4は立方晶窒化ホウ素(cBN)焼結体エンドミルによる高硬度鋼の仕上げ切削実験データを示している。毎分1500メートルを超える超高速ハードミーリングの実現は現実的な段階にある。
ステンレス鋼など難削材向けエンドミル
-

図5 コーテッド超硬合金エンドミルによるステンレス鋼の高速ミーリング例(日進工具)

ステンレス鋼は熱伝導率が低く、切削時に発生する熱はエンドミルの刃先に残留しやすく工具摩耗の進行が急なため、難削材と認識されている。高速ミーリングは、切り込み量を少なく切削速度と送り速度を高めた切削条件でありステンレス鋼のような被削材に最適な切削条件といえる。
エンドミルの切れ刃部は切削時の熱影響を考慮し、切れ刃エッジ部のチャンファー処理などで初期摩耗を抑制することが有効であり、送り速度を高めた切削条件で工具摩耗の進行を遅らせることがポイントである。難削材の意識が強いと切削速度を低く設定しがちだが、切れ刃付近で発生した熱の多くを切りくずに伝導するには、切削速度を高めることが有効な対応である。
例えば、図5はステンレス鋼向けに開発したコーテッド超硬合金エンドミルの切削事例を紹介している。毎分200メートルの高速ミーリングで高い工具寿命特性を発揮し、難削材の概念を払拭した。
5軸制御MC向けエンドミル開発のポイント
-

図6 5軸制御MC向けエンドミル例

5軸制御MCが登場して久しいが、主流の生産設備として本格的な導入が始まっている。型部品向けで小径エンドミルを効率的に活用できる機能を有するMCが登場するなど、適用領域の拡大に向けた取り組みは始まっている。
5軸制御MCはエンドミル、または被削材を傾斜させた切削が特徴であり、エンドミルの切れ刃の外周刃の一部を特定した、高い切削速度域の切削を実現できる。5軸制御MC切削を高効率で実行するには、現状において多く用いられている3軸制御MCと異なる工具形状のエンドミルが有効である。
図6は5軸制御切削に有効なエンドミルの切れ刃形状例で、外周刃または底刃の切れ刃を多様な円弧形状にすると、平面、壁面の切削で、切削面粗さ精度を維持しつつ高送り切削が可能になる。基本的には中心刃レス、多刃の切れ刃形状、ツーリングとの組み合わせで短尺なエンドミルである。
今後は被削材に対応して切れ刃角、切りくず排出溝形状など、高特性を指向したエンドミル開発が期待されている。
超精密・微細切削向けエンドミル開発のポイント
-

図7 超精密・微細切削向けエンドミルの必要条件と開発

工業製品のスマート化で、超精密・微細切削向け工具と切削技術の進展が注目されている。エンドミルの微小径化は従来の工具形状をダウンサイジングすることから脱皮し、新たなコンセプトの工具デザインの競争が始まっている。
図7は超精密・微細切削用エンドミルの開発と適用に必要な内容を示している。工具材種は超精密・微細切削で高い耐久性を有するcBN焼結体、ダイヤモンド焼結体(PCD)の適用が増えている。すでに、ナノメートルレベルの切削面精度を実現できるエンドミル、直径10マイクロメートルの超微小径エンドミルなどが開発されている。微小径エンドミル向けのツーリングの開発も進み0・5マイクロメートルの超振れ精度を実現した焼きばめツーリングも開発、製品化されている。
この分野のエンドミルと切削技術および専用MCの追求は継続して行われているが、例えば、微小径化の追求、高品位な切れ刃エッジ、高い振れ精度の工具成形技術の開発と実用化は急務である。
-

図8 コーテッド超硬合金エンドミルによる高硬度鋼の溝形状切削事例(日進工具)

図8は高硬度鋼における0・2ミリメートル幅の微小溝切削で、高能率、高工具寿命特性を実現した事例である。微小径エンドミルでありながら、4枚刃かつ底刃の切れ刃特性を高めた切れ刃形状を有し、高速送り速度で高精度な切削を実現した。
従来、溝形状向けエンドミルは2枚刃が標準的に用いられていたが、微小径エンドミルも高度な工具成形技術で、多刃かつ切れ刃に工夫を加え、高切削特性を発揮させた例である。これらのエンドミルを有効活用するには専用MCの適用は不可欠な条件であり、とりわけ微細形状の切削における実送り速度の高い特性が求められる。
ナノメートルレベルの切削面精度の実現、直径10マイクロメートルの超微小径エンドミルの適用は、主軸の高速回転、1マイクロメートル以下の振れ精度などの特性も必要条件である。さらに、工具軌跡と切削条件の最適化に加え、専用CAMの適用も超精密・微細切削の必要条件である。
情報化時代におけるエンドミルへの期待
情報化時代を迎え、広範囲かつ最新の情報収集に基づいた、最適なエンドミル選択、切削データベースの社内クラウド構築は生産技術高度化に向けた必須な対応であろう。エンドミル切削の見える化は、センサーとシステムの開発が進んでいるものの、いまだ決定的な提案はなく、今後の実用化が期待されている段階にある。
部品の高精度化と高能率化が高まる中で、エンドミルを取り巻く環境は厳しさを増している。高性能なエンドミル開発に加え、切削条件などソフト面の対応も必然になっている。工具メーカーを筆頭に、関係各位の今後の取り組みに期待するところ大である。
【参考文献】
安齋正博・松岡甫篁「高速ミーリングの基礎と実践」(2006年10月、日刊工業新聞社刊)
(2018/11/6 09:30)






























