[ 機械 ]
(2016/11/22 10:00)
国産初の放電加工機が発売されたのが1954年と言われており、放電加工技術は還暦を過ぎて円熟期を迎えている。硬質な金属材料を力学的作用によらず電気エネルギーによって除去加工を行う技術は、多くのメーカー技術者や加工ユーザー、学官の研究者らの不断の努力によって改良が続けられ、現在の高加工精度、高表面品位、高い生産性が実現されてきた。
◇静岡大学 工学部 機械工学科 准教授 酒井 克彦
切削工具や工作機械技術の発達に伴って難加工材料の切削加工が注目されるようになった。一部では今後、放電加工が切削加工に置き換わるとの予測をする声もある。しかし省エネルギー、安全性能向上、軽量化など各種製品の高機能化、高付加価値化への要求がますます高まる中で、炭素繊維強化プラスチック(CFRP)や炭化ケイ素(SiC)半導体のような高機能性新素材の利用が拡大している。機械加工では対応できない材料の加工に対する需要は、今後ますます増えることが予想される。その意味で放電加工はモノづくり技術の中で今後も重要な位置を占め続けると考えられる。
今後の放電加工機の技術開発は他の工作機械同様、IoT(モノのインターネット)技術の応用や知能化技術との融合、アディティブマニュファクチャリング(積層造形、AM)技術のような新規加工技術との連携が欠かせない。今回のJIMTOFでも放電加工機メーカーからそれらに関連する興味深い提案が行われており、ここではその内容について紹介するとともに、国内外の学会における放電加工に関する研究発表状況とその事例について解説する。
先日のニュースで2015年の国勢調査結果から日本の総人口が5年間で95万人減少したことが報道されたことは記憶に新しい。製造現場では団塊の世代が定年退職を迎えるっともに若年層の人口減少による人材確保難に直面し、労働人材不足が深刻化することが懸念されている。また消費者ニーズの多様化や製品サイクルの短期間化など、製造業を取り巻く環境は厳しさを増している。
企業が持つモノづくりテクノロジーを発展させるために“イノベーション”と“カイゼン”を継続させ、かつ企業内での共有や若い世代への継承を円滑に行うためには、製造現場の熟練技能の見える化、形式知化が重要となる。そこで工作機械の内部の情報をできる限り見える化するとともに、その情報を社内で共有する動きが急速に広まりつつある。
-

ワイヤ放電加工機とロボットによる自動生産システムの例(ファナック)

ファナックは8月に「FIELD system」を発表した。製造現場で使用される工作機械やロボットなどの情報を集約し、知能化するためのシステムを提案している。ROBOCUTシリーズではツインサーボ式ワイヤ張力制御による高精度厚板加工の実現など、ワイヤ放電加工機としての基本性能のブラッシュアップに加え、新開発の「FANUC―ROBOCUT―LINKi」の利用により32台までの加工機の加工状態や加工品質などの情報を集約できるようになった。稼働状況のリアルタイム管理だけでなく、消耗品やメンテナンスの管理、数値制御(NC)データの高速転送などを一元的に行うことが可能となっている。
将来的には人工知能、ディープラーニングの活用によって工作機械の故障の予兆をいち早く検出し、人間が気づくよりも早く機械トラブルを見つけるような新たなシステムへの展開が構想されている。また先日、米シカゴで開かれた国際製造技術展「IMTS2016」では、ロボットによる自動化技術に関して多くの提案がなされた。加工機へのワークの投入や加工後の部品搬出をビジョン機能付きロボットで行う「簡単スタートアップパッケージ」が提供されており、複雑作業の省人化技術として注目される。
三菱電機はJIMTOFで「未来のものづくり」をスローガンとして掲げ、ワイヤ放電加工機では新製品「MV―R D―CUBESシリーズ」が展示される。既に全世界で5000台以上販売されているグローバルスタンダード機「MVシリーズ」の特徴であるシャフトリニアモーターによる低消費電力や、放電電源および制御技術の改良による高い加工精度と加工速度、ワイヤ電極などの消耗品使用量削減をはじめとした高い基本性能を持つ。加えて、今回新たにIoTを活用した「iQ Care Remote4U」リモートサービスにより、加工機ごとの段取りから加工に至るまでの全ての情報管理を可能とし、問題の見える化と工作機械稼働率の向上、コスト削減を強力にサポートしている。
またサービスセンターから直接ユーザーの加工機状況を遠隔診断し、ユーザーに予防保全のための情報が提供される。さらに同シリーズは国内製造だけでなく中国・大連での生産が予定されている。モノづくり分野で激しいグローバル競争が展開される中、多機能、高性能でありながら高い価格競争力を持つ点も注目される。
一般的に生産現場でのノウハウや知恵の中には、会社の財産となりうる貴重な知見から、個々の工作機械のクセに合わせるための加工方法のような、普遍性がなく機械が変わると活用できないものまでさまざまな情報が含まれている。このような玉石混交の状態のままでは、生産現場の情報を大量に蓄積して形式知化したとしても、情報共有や技術伝承を行う上での無駄が多くなる。
そこで最近では、現場作業者を「その場でしか役に立たない価値の低いノウハウ」の呪縛から解放し、本来求められるモノづくりにおける付加価値創造に専念するための機械側の知能化、スマート化が進行している。
例えば、工場内の温度変化などの外乱に対して工作機械内のセンサーで温度変化を検出し、工作機械の熱膨張による変異を補正する技術が、マシニングセンター(MC)を中心に幅広く採用されている。放電加工機の分野でも熟練技能者のノウハウをあらかじめ機械側に内蔵し、よりレベルが高いモノづくりに貢献するためのさまざまな技術が提供されている。
牧野フライスでは「金属加工工程の変革」をテーマに、樹脂成形を中心とした金型加工用工作機械に関して新提案を行う。同社では樹脂成形金型加工現場での金型形状の大部分がMCによる切削で加工が行われ、切削では加工不可能な部分のみが放電加工機で加工されている現状に着目し、新型のNC形彫放電加工機EDNC17で金型リブ部(深溝)の放電加工の新機能(HS―RiB)の提案を行っている。
深溝加工に欠かせないスムーズな加工くずの排出のために電極ジャンプ速度を従来の4倍に高めたほか、従来はZ軸(縦)方向で行われてきた溝入れ加工を、新たにY軸(水平)方向で行うことで加工時間短縮を実現している。この方法では加工方向を変えて放電面積を増大させることで加工速度向上に成功しており、まさにコロンブスの卵的な発想と言える。また同加工機では各軸の高速化による発熱に対応するため、ボールネジ冷却によって加工精度への熱影響を抑制している。
1980年代に光造形として産声をあげた3Dプリンティング技術は、その後のレーザー技術や3DCAD・CAM技術の発達とともに、樹脂だけでなく金属材料の造形も可能となった。当初の試作技術(ラピッドプロトタイピング)から部品の生産技術(アディティブマニュファクチャリング)へと変貌を遂げ、次世代のモノづくりの中核技術としての期待が高まっている。
ソディックでは前回のJIMTOFで同社として初めて精密金属3Dプリンターを発表して注目された。今回は「プラスチック成形革命」と銘打って精密金属3DプリンターOPM350Lで製作した金型を専用の射出成形機MR30に装着し、樹脂成形を一貫生産で行うコラボレーションシステムを提案する。樹脂成形の低コスト・短納期化を可能とする最新技術として注目される。
また放電加工機の新製品では焼結ダイヤモンド(PCD)ウエハーの超精密加工が可能な高精度ワイヤ放電加工機AP450L(oil)が発表され、近年生産が拡大しているPCD切削工具の加工品質や生産性向上への期待が高まる。
曲がり穴加工研究に脚光
16年4月に東京大学で開かれたISEM18(電気加工に関する国際会議、実行委員長=国枝正典東京大学教授)には国内外から246人が参加者し、研究発表や活発な議論が行われた。全体で154件の研究発表があり、そのうち82件が放電加工に関してだった。その内容は放電加工中の材料除去過程の可視化のような基礎的研究(名古屋工業大学早川伸哉准教授ら)から、超硬材料の型彫り放電加工での電極材料の改良による放電加工特性改善技術(独アーヘン工科大学クロッケ教授ら)など生産現場で求められる高品質、高生産性に直結するような実用的意義が大きい研究まで多岐にわたるものであった。
放電加工は加工が材料硬さとは無関係であり、PCDや超硬のような硬質材料の加工が可能である半面、切削加工と比較して材料除去速度が遅いという欠点がある。最近の放電加工分野の研究では、依然として不明な点が多い放電加工メカニズムの解明をはじめとする基礎的研究から、航空機用に多用されるニッケル基耐熱合金などの各種難削材料の放電加工特性、細孔加工や微細加工技術などに加え、放電加工の特性を生かした切削では実現不可能な形状の加工に成功した例が注目される。
-

図 つり下げ電極による曲がり穴加工の原理と加工例(岡山大学岡田研究室)
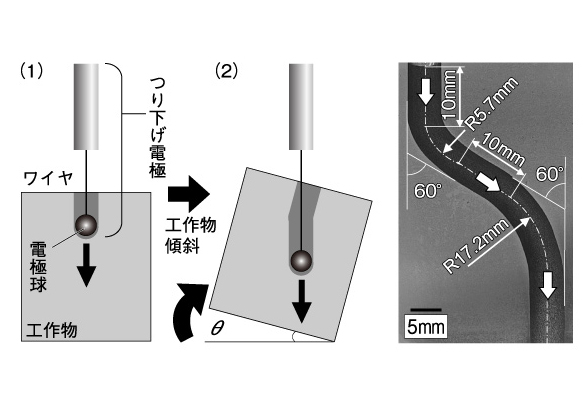
岡田晃岡山大学教授らの研究グループでは、重力によって自在に変形するワイヤでつり下げた電極球を用いて、被加工材料を傾斜させることで材料に深い曲がり穴を開けることに成功している。図で曲率半径の異なる二つの屈曲穴と直線穴が連続して加工されている。このような加工技術のブレークスルーによって、部品や金型などの設計の自由度が高まり、さらなる製品の高性能化や低コスト化に寄与するものと期待される。
冒頭で述べたように放電加工は円熟期を迎える一方、IoT技術の適用や知能化技術との融合、加工技術のブレークスルーにより、これまでにないような全く新しい用途が開ける可能性を秘めた加工であると考えている。JIMTOFに来場される皆さまには是非ご自分の目で最新の加工機や加工サンプルを見ていただき、説明員との議論を通じて新しい放電加工の姿を思い描いていただきたい。
最後に、来年、電気加工学会創立50周年の節目を迎えるにあたり、12月1、2日の両日、名古屋工業大学で行われる電気加工学会全国大会2016(実行委員長=後藤昭弘静岡理工科大学教授)の初日に「電気加工技術の過去から未来に向けて―電気加工学会の歩みとともに―」と題して特別座談会が開催される。ご興味がある方は是非、電気加工学会ホームページ(http://www.jseme.or.jp/)をご参照ください。多数のご参加をお待ちしております。
【11/16付本紙別刷「JIMTOF2016特集」より】
(2016/11/22 10:00)






























